金属AM(3Dプリント)の出力品質は粉末の品質で決まります。「同じ鋼種・同じ装置・同じパラメータ」でも使用する粉末のロットが変わると密度・表面粗さ・機械的性質が変動します。粉末品質の管理に必要な指標は「粒度分布」「流動性」「見かけ密度」「酸素量」の4つです。これらを受入時と再使用時に確認することが、AM造形品の品質再現性の前提になります。
AM用粉末に求められる4つの品質指標
| 指標 | 定義 | 測定方法(参照規格) | 品質への影響 |
|---|---|---|---|
| 粒度分布(D10/D50/D90) | レーザー回折による粒子径の分布。D50は中央値、D10・D90は累積10%・90%径 | ASTM B822・ISO 13320 | リコーター詰まり・供給安定性・溶融挙動に影響 |
| 流動性(ホールフロータイム) | 50gの粉末がφ2.5mmノズルから流れ落ちる時間(秒) | ASTM B213 | 均一粉末層形成に必須。流動性不良でポロシティ増大 |
| 見かけ密度(タップ密度) | 自然堆積またはタッピング後の質量/体積 | ASTM B212・B527 | 充填密度が低いと溶融池の安定性が低下 |
| 酸素量(O含有量) | ガス融解赤外吸収法による総酸素量(ppm) | ASTM E1019・JIS Z 2613 | 酸化物系介在物が疲労起点に。Ti合金は特に感受性高い |
プロセス別の粒度要求
使用するAMプロセスによって最適粒度が異なります。粒度が合わない粉末を使うと、均一な粉末層形成ができず欠陥密度が上昇します。
| AMプロセス | 推奨粒度範囲 | D50目安 | 理由 |
|---|---|---|---|
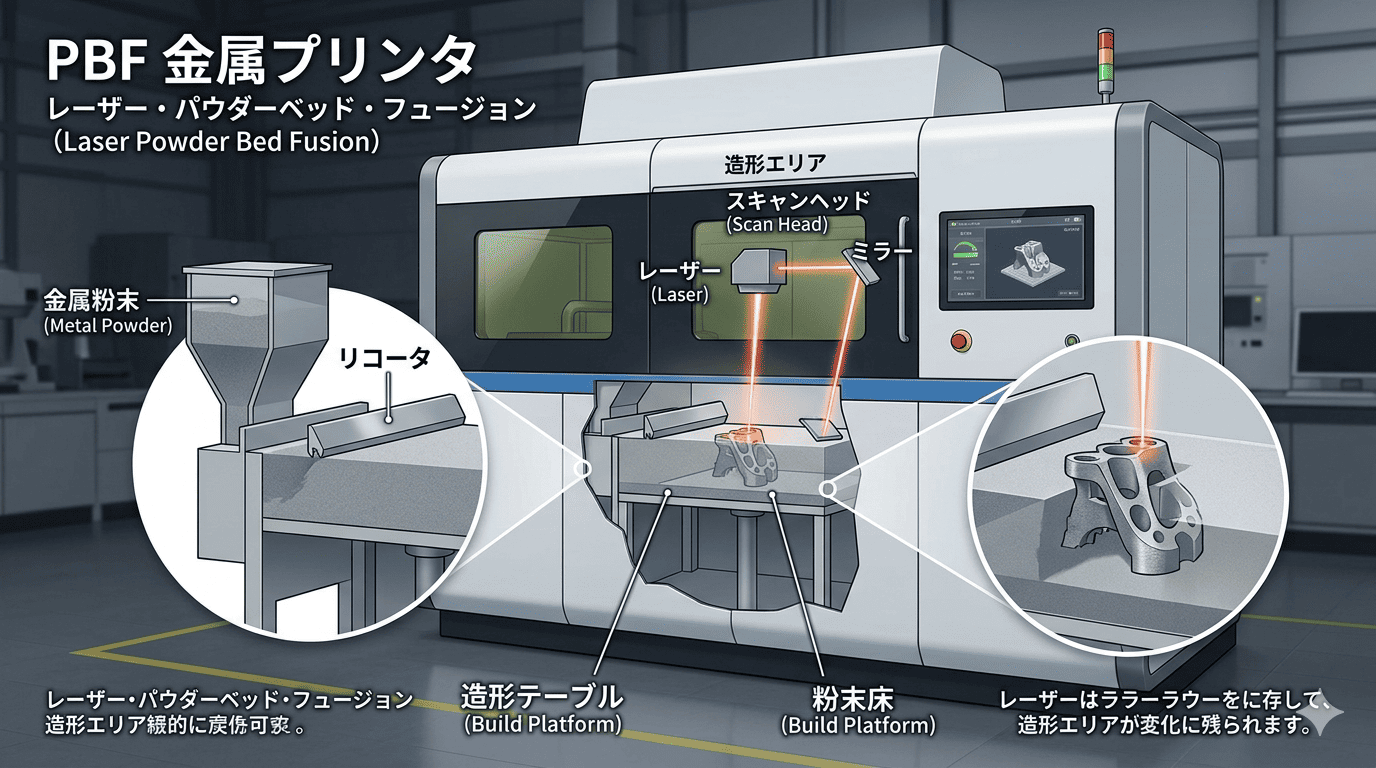
| PBF(粉末床溶融結合)SLM/LPBF | 15〜53µm | 30〜40µm | 積層ピッチが50〜100µmと細かい。粗い粒子は均一層形成を妨げる |
| PBF(EBM:電子ビーム溶融) | 45〜106µm | 60〜80µm | 電子ビームのエネルギー密度が高く粗い粒子も溶融可能 |
| DED(指向性エネルギー堆積) | 45〜150µm | 80〜100µm | 粉末供給ノズル方式。粗い粒子でも搬送安定性が高い |
| バインダージェット | 25〜100µm | 40〜70µm | 常温結合のため熱による溶融不要。後工程の焼結用に粒度選定 |
粒子形状と流動性の関係
AM粉末は球形であることが基本要件です。球形度(Sphericity)が高いほど粒子間の接触面積が少なくなり、流動性が向上します。
アトマイズ法と球形度:ガスアトマイズ(GA)・プラズマアトマイズ(PA)・プラズマ球形化(PREP)の方法が異なり、球形度と清浄度が変わります。
| 製造方法 | 球形度 | 特徴 | 対応材料 |
|---|---|---|---|
| ガスアトマイズ(GA) | 高(◎) | 汎用性高・衛星粒子が付着しやすい | ステンレス・工具鋼・Ni基合金 |
| プラズマアトマイズ(PA) | 非常に高(◎◎) | 高純度・酸素量低い。高コスト | チタン合金・高活性金属 |
| PREP(回転電極法) | 最高(◎◎◎) | 内包ガスなし。粒度範囲が広い | Ti・Ni・Co基合金 |
| 水アトマイズ(WA) | 低(△) | 不規則形状。酸素量が多い。低コスト | 鉄系・銅系(AM用途には不向き) |
問題のある粒子:衛星粒子と内包ガス
衛星粒子(サテライト):大きな粒子の表面に小さな粒子が付着したもの。流動性を悪化させ、粉末層の均一性を乱します。ガスアトマイズでは粒子同士の衝突によって発生します。使用量が多いロットでは流動性が低下することがあります。
内包ガス(ホロウパウダー):粒子内部に気泡(Ar・N₂等)を含む粒子。溶融時に気泡が残存してポロシティになります。X線CTで内包ガスの有無を確認できますが、ロット全数検査は困難なため統計的な管理が必要です。
酸素量管理の重要性
金属粉末の酸素量は造形品の機械的性質、特に疲労強度と靱性に直結します。
| 材料 | 新品粉末の酸素量目安 | 再使用限界目安 | 過剰酸素の影響 |
|---|---|---|---|
| Ti-6Al-4V(Grade 23 ELI) | ≦1300ppm | ≦1500ppm | 酸化物(TiO₂)が疲労起点に。延性低下 |
| Ti-6Al-4V(Grade 5) | ≦2000ppm | ≦2500ppm | 同上 |
| Inconel 625 | ≦800ppm | ≦1200ppm | 酸化物介在物が増加。クリープ強度低下リスク |
| SUS316L | ≦1000ppm | ≦1500ppm | スラグ系介在物。耐食性への影響は小さい |
再使用粉末の管理
PBFプロセスでは一度の造形で使われなかった粉末をふるい分けして再使用できます。しかし再使用を繰り返すと粉末品質が変化します。
| 変化項目 | 変化の方向 | 造形品への影響 | 管理方法 |
|---|---|---|---|
| 酸素量 | 増加(使用回数とともに) | 疲労強度低下リスク | 使用回数ごとに測定。上限超えで廃棄 |
| D50(粒径) | 変化(微粉減少・粗粉残存) | 溶融挙動の変化 | 定期的にレーザー回折で粒度確認 |
| 流動性 | 低下(衛星粒子増加) | 粉末層均一性の低下 | 流動性測定(ホールフロータイム)で管理 |
| 水分 | 増加(吸湿) | 造形中のスパッタ増加 | 使用前に真空乾燥(80〜120℃) |
- 受入時に粒度分布(D10/D50/D90)を確認し、装置の推奨粒度範囲内に収まっているか
- 流動性(ホールフロータイム)が規定値以内か確認したか
- 酸素量が材料別の上限(Ti合金:≦1500ppm等)以内か確認したか
- 保管は不活性ガス雰囲気シール容器で行っているか
- 再使用粉末の管理:使用回数ごとに酸素量・流動性を測定して記録しているか
- 再使用限界に達した粉末の廃棄判断基準を設けているか
まとめ
- AM粉末の品質管理は「粒度分布・流動性・酸素量・見かけ密度」の4指標で行う
- PBF(SLM)用は15〜53µm、DED用は45〜150µmが標準的な粒度範囲
- Ti合金粉末の酸素量は疲労強度に直結——新品で≦1300ppm、再使用上限≦1500ppmを目安に管理
- 再使用粉末は回数でなく酸素量・流動性の実測値で廃棄判断する


コメント