金属3DプリンタのPBF方式をやさしく解説:使える材料の種類
金属3Dプリンタの中で現在最も普及している方式が「PBF(パウダーベッド方式)」です。金属粉末を平らに敷き詰め、レーザーや電子ビームで溶かしながら積層していきます。この記事では、PBF方式で使われる金属材料の種類・熱源による使い分け・最新の研究開発動向をまとめて解説します。「どんな材料が使えるのか」「レーザーと電子ビームで何が違うのか」という疑問に答えながら、材料選定の考え方を身につけていただければと思います。
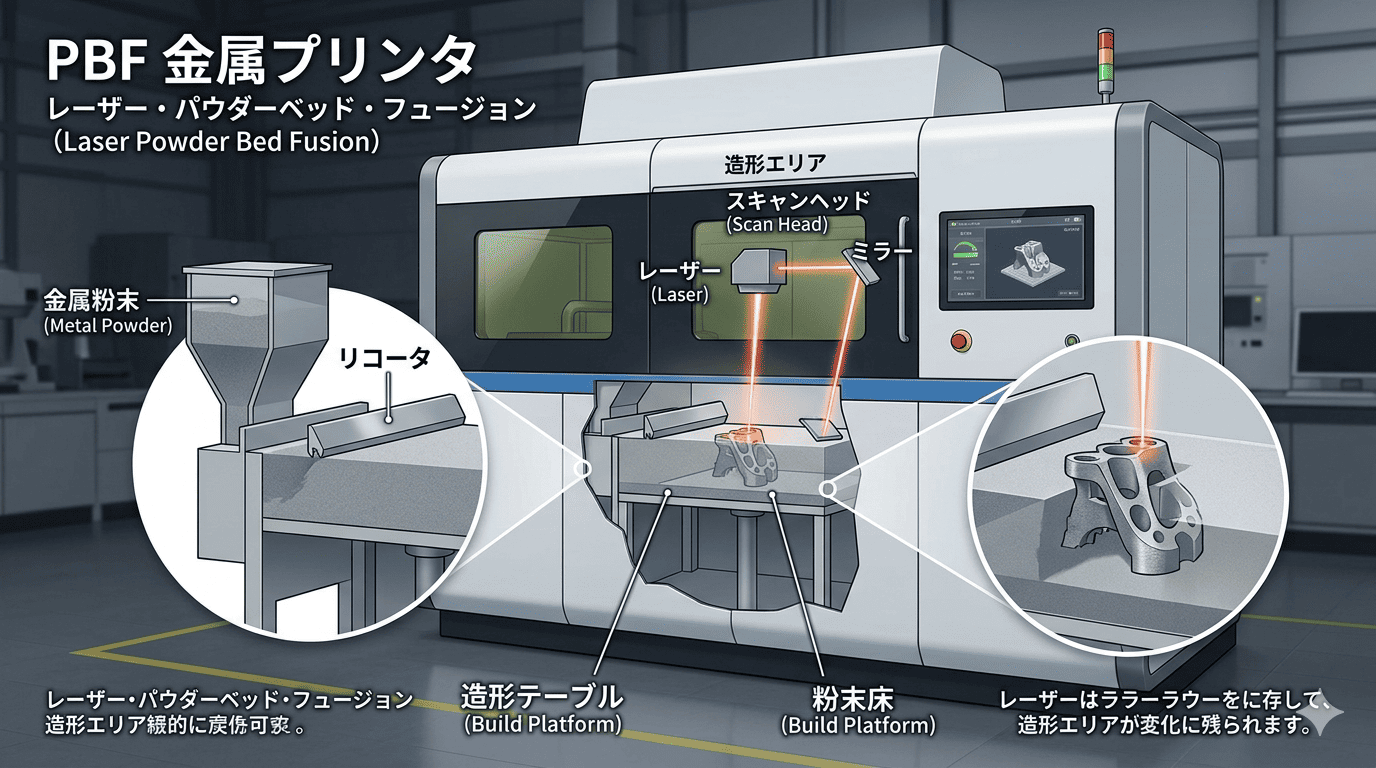
① PBF方式とは:レーザー方式(L-PBF)と電子ビーム方式(EB-PBF)
PBF(Powder Bed Fusion:粉末床溶融結合法)は、金属粉末を薄く敷き詰め、設計データに従って熱源を照射・溶融→凝固→次の層へ、というプロセスを繰り返す方式です。現在、金属3Dプリンタ全体の約8割はPBF方式が占めるとされており、産業界での主力技術です。
② PBF方式で使われる主な金属材料
| カテゴリ | 主な材料グレード | 方式 | 主な用途 |
|---|---|---|---|
| ステンレス鋼 | SUS316L、17-4PH(SUS630) | L-PBF | 汎用部品、医療器具、食品機械 |
| 工具鋼・マルエージング鋼 | Maraging300、H13相当鋼 | L-PBF | 金型・金型入れ子、工具 |
| アルミ合金 | AlSi10Mg、AlSi7Mg、Scalmalloy | L-PBF | 航空・自動車の軽量部品 |
| チタン合金 | Ti-6Al-4V(Grade 5)、純Ti | 両方 | 航空宇宙部品、医療インプラント |
| ニッケル基超合金 | Inconel 625、Inconel 718、Haynes 282 | 両方 | 航空エンジン、高温耐食部品 |
| コバルトクロム合金 | CoCrMo | 両方 | 医療・歯科インプラント |
| 銅・銅合金 | 純銅、CuCrZr(クロム銅) | 両方 | 熱交換器、誘導加熱コイル、電気部品 |
| 高融点金属 | W(タングステン)、Mo(モリブデン) | EB-PBF | 核融合部品、放熱材料、電子部品 |
| 貴金属 | Au合金、Pt合金 | L-PBF | 宝飾品、歯科補綴 |
③ 主要材料の特性比較
※ 各スコアは相対評価(5段階)。造形難易度の低さ=スコアが高いほど造形しやすいことを示します。
④ 材料グループ別の詳細解説
チタン合金(Ti-6Al-4V)
PBFで最もよく使われる難削材のひとつです。比強度(強度/密度)が非常に高く、耐食性にも優れるため航空宇宙・医療分野で広く使われています。L-PBFでは不活性ガス雰囲気が必要ですが、EB-PBFでは真空環境により酸化をより確実に防げるため、両方式が実用化されています。
ニッケル基超合金(Inconel 625 / 718)
高温・高圧・腐食環境での使用を前提とした材料で、航空エンジンのタービン部品や石油・ガス向け部品に使われます。Inconel 718はL-PBFで造形後に析出硬化処理(エイジング)を施すことで1,000MPa超の引張強度が得られます。
アルミ合金(AlSi10Mg / Scalmalloy)
軽量化が求められる航空・自動車部品向けの主力材料です。AlSi10Mgは熱伝導率が高くレーザー吸収率が低いという造形上の課題がありましたが、現在は条件が十分最適化されています。より高強度な用途向けには、APWORKS社が開発したScalmalloy(Al-Mg-Sc系)が注目されており、AlSi10Mgを大きく上回る強度を示します。
銅・純銅(Cu / CuCrZr)
銅はL-PBFでの造形が難しい材料の代表格でした。近赤外レーザー(1μm帯)の吸収率が非常に低いためです。しかし2024年にJX金属が独自表面処理を施した純銅粉末を開発し、一般的な400〜500W出力のL-PBF装置で純銅に匹敵する電気伝導率(99%IACS以上)を持つ造形物の作製に成功したことが発表されました。
⑤ L-PBF と EB-PBF の造形特性比較
| 比較項目 | L-PBF(レーザー) | EB-PBF(電子ビーム) |
|---|---|---|
| 熱源 | ファイバーレーザー(近赤外 1μm帯) | 電子ビーム(高出力) |
| 雰囲気 | 不活性ガス(Ar) | 真空(10⁻³〜10⁻⁵ Pa) |
| 残留応力 | 比較的大きい(サポート設計が重要) | 少ない(予熱プロセス効果) |
| 表面粗さ | 良好(Ra 5〜15μm程度) | やや粗い(Ra 20〜35μm程度) |
| 装置コスト | 比較的低〜中 | 高い(真空チャンバー必要) |
| 得意な材料 | ステンレス、アルミ、工具鋼、チタン | チタン、高融点金属、純銅 |
⑥ 材料面での研究開発動向(2024〜2025年)
JX金属がAlloyed社と共同で表面処理銅粉を開発。400〜500W出力の標準L-PBF装置で純銅と同等の電気・熱伝導性を達成(2024年)。
大阪大学が純金属粉末5種を混合してL-PBFでハイエントロピー合金を一工程合成。超急冷(最大10⁷℃/s)で均一固溶体を実現(2025年)。
熊本大学がL-PBF製Inconel 718の「階層界面」による新たな強化メカニズムをAdditive Manufacturing誌で報告(2024年)。
名古屋大学がL-PBF製Alの溶融池境界と内部で強度特性が異なることをマイクロピラー試験で実証。組織制御の指針を提示(2025年)。
EB-PBFによるW・Mo造形の研究が活発化。緻密化とクラック抑制が主要課題で、核融合・放熱材料への応用が期待されている。
粒度分布がレーザー吸収率・スパッタ挙動・造形密度に与える影響を系統的に解明する研究が進行中(J-STAGE, 2024年)。
⑦ 産業分野別の主な使用材料
Ti-6Al-4V・Inconel 718・Inconel 625が主力。軽量化・一体成形・複雑流路の実現が導入理由。
CoCrMo・Ti-6Al-4V・純Tiが多用。患者ごとのカスタム形状に対応でき、インプラント・補綴に最適。
Maraging鋼・H13相当鋼・SUS316Lが中心。金型入れ子への内部冷却流路造形でサイクルタイム短縮。
AlSi10Mg・Scalmalloyで軽量部品。ラティス構造による大幅な軽量化が実証されている。
純銅・CuCrZrで熱交換器・誘導コイル。L-PBFでの純銅造形が実用化に近づいており注目度が高い。
ハイエントロピー合金・高融点金属(W・Mo)・Scalmalloy等の新材料開発のプラットフォームとして活用。
PBF方式の材料選定で押さえておきたいこと
PBF方式では、熱源の違い(L-PBF/EB-PBF)によって得意な材料が明確に分かれます。L-PBFはステンレス・アルミ・工具鋼など汎用材料の造形に幅広く対応し、EB-PBFはチタンや高融点金属など活性・難溶融材料での優位性があります。
材料選定で特に注目すべきなのは銅です。近赤外レーザーの吸収率が低いという物性的な制約が長年の課題でしたが、粉末表面処理という材料側のアプローチで実用化が近づいています。また、ハイエントロピー合金のワンプロセス合成に代表されるように、PBFは「形状を作る装置」から「材料そのものを設計するプラットフォーム」へと役割が広がりつつあります。

