金属3Dプリンタで造形した部品に「穴」が残る——ポロシティ(空孔欠陥)は金属AMの最大の品質課題のひとつです。密度が99%でも残り1%のポロシティが疲労破壊の起点になり、航空機・医療インプラントでは部品寿命を大幅に縮めます。発生原因は方式によって異なり、対策も変わります。この記事では、PBF・BJ・DEDそれぞれのポロシティ発生メカニズムと、根本解決策としてのHIPまで整理します。
ポロシティとは——なぜ問題になるのか
ポロシティとは金属内部に残った微小な空孔(気孔)のことです。静的な引張強さへの影響は密度99%以上であれば軽微ですが、繰り返し荷重がかかる疲労強度には密度99.9%でも影響が出ます。き裂はポロシティを起点として発生・進展するためです。
発生メカニズムの種類——原因によって形が違う
ポロシティには形態の違いがあり、断面観察で発生原因をある程度特定できます。
| 種類 | 形状 | 主な原因 | 起きやすい方式 |
|---|---|---|---|
| ガスポロシティ | 球形・滑らかな内壁 | 粉末内包ガス・シールドガス巻き込み・材料中の水素 | PBF・DED・BJ |
| キーホールポロシティ | 不規則形状・深い穴状 | レーザーエネルギー密度過剰 → 深溶け込みで気泡閉じ込め | PBF(LPBF) |
| 融合不良(LOF) | 扁平・不規則・粉末残留 | エネルギー密度不足・積層ピッチ過大 → 前層と未溶融 | PBF・DED |
| 収縮ポロシティ | 樹枝状・不規則 | 凝固収縮時の液相補給不足 | DED・鋳造系AM |
| 焼結残留ポロシティ | 丸みのある孔・粒界位置 | 焼結温度不足・脱脂不完全・粉末充填密度のばらつき | BJ |
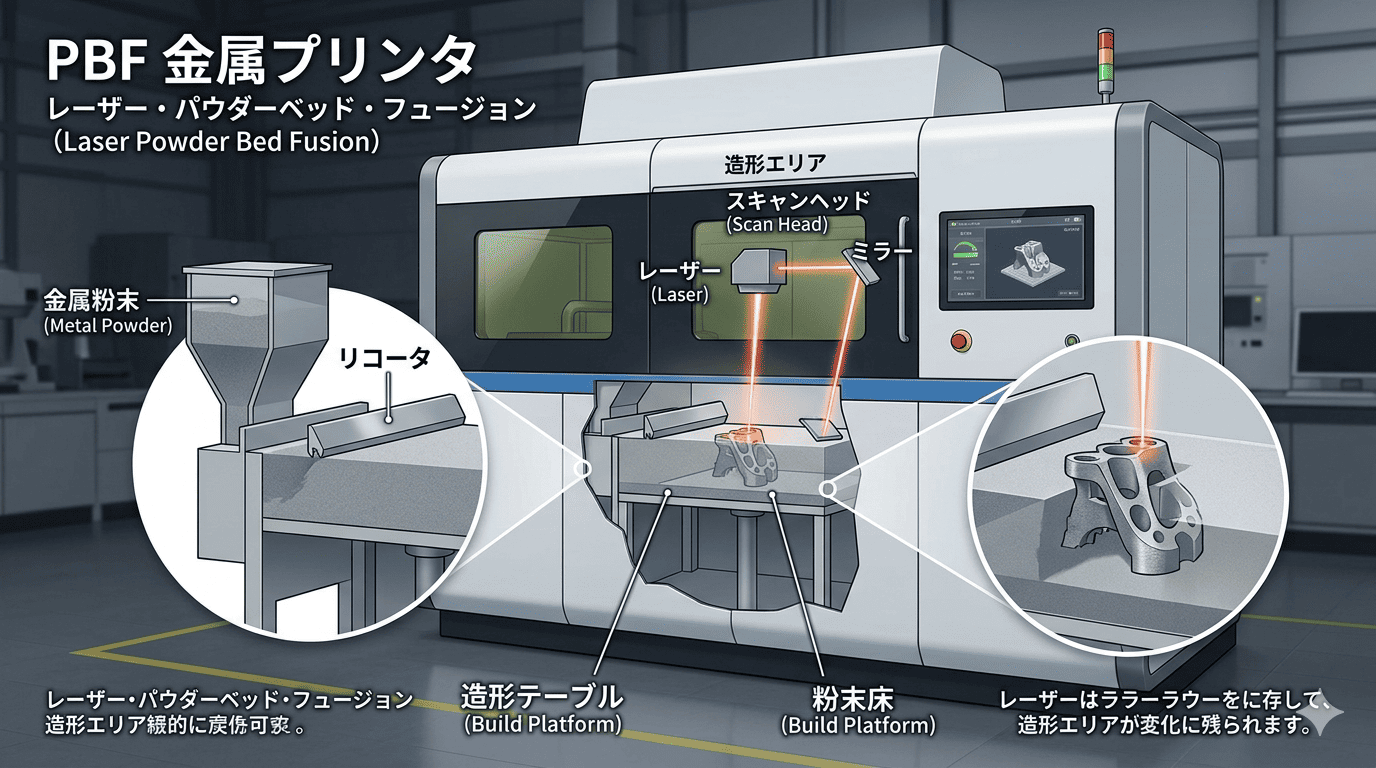
PBFのポロシティ——エネルギー密度が鍵
PBF(LPBF/SLM)のポロシティはエネルギー密度(J/mm³)で整理できます。エネルギー密度が低すぎると融合不良(LOF)、高すぎるとキーホールポロシティが発生します。適正窓を外さないことが品質の基本です。
| エネルギー密度 | 発生するポロシティ | 対策方向 |
|---|---|---|
| 低すぎる(E < 適正下限) | 融合不良(LOF):扁平な空孔・粉末残留 | 出力↑ or 速度↓ or 積層厚み↓ |
| 適正範囲 | ポロシティ最小(密度 99.5%以上) | — |
| 高すぎる(E > 適正上限) | キーホールポロシティ:球形〜不規則な深い空孔 | 出力↓ or 速度↑ |
BJのポロシティ——焼結プロセスの管理
BJのポロシティは造形段階ではなく焼結段階で生じます。焼結温度・時間・雰囲気・脱脂の完全性が密度を左右します。密度97〜99%は焼結条件の最適化で達成できますが、99.5%超を安定して得るにはHIPとの組み合わせが現実的です。
HIP(熱間等方圧加圧)——ポロシティの「後処理根絶」
HIPはAM部品のポロシティに対する最も確実な対策です。高温(1,000〜1,200°C)+高圧(100〜200MPa)の等方圧をArガスで加えることで、閉じた空孔を塑性変形・拡散接合によって潰します。
| 項目 | 内容 |
|---|---|
| 処理温度 | 材料の再結晶温度以上(SUS316L:1,100〜1,150°C) |
| 処理圧力 | 100〜200MPa(等方圧) |
| 処理時間 | 2〜4時間(材料・部品サイズによる) |
| 効果 | 閉じたポロシティをほぼ完全に除去。密度99.9%超が可能。 |
| 限界 | 表面に開口したポロシティは除去不可。寸法が若干変化(0.1〜0.5%)。 |
| コスト | 高い(外注HIP処理:数万〜十数万円/バッチ) |
ポロシティの検査方法
| 検査方法 | 検出可能サイズ | 特徴 |
|---|---|---|
| アルキメデス法(密度測定) | 定量的密度(%)のみ | 安価・迅速。位置・形状は不明。スクリーニングに有効。 |
| 断面観察(光学顕微鏡) | 数μm〜 | 破壊検査。形状・分布・種類を特定できる。原因特定に必須。 |
| X線CT(マイクロCT) | 数〜数十μm(解像度次第) | 非破壊。三次元分布を可視化。最も詳細な情報が得られる。 |
| 超音波探傷(UT) | 0.5mm程度以上(形状による) | 非破壊・量産検査向き。微小ポロシティ検出は難しい。 |
- 用途の疲労要求レベルを確認し、必要密度を定義した(静的荷重のみか疲労荷重かで基準が変わる)
- PBF条件はエネルギー密度で管理し、LOFとキーホールの両方を避ける適正窓を確認した
- BJ部品の圧力・シール用途ではHIPを標準工程として計画した
- 検査方法を選定した(スクリーニング:アルキメデス法 / 原因特定:断面観察 / 非破壊:X線CT)
- HIP前に開口ポロシティの有無を確認した(開口ポロシティはHIP前に封止が必要)
まとめ
- ポロシティには形態(球形・扁平・樹枝状)があり、形で原因(ガス・LOF・キーホール・焼結残留)を特定できる。
- PBFはエネルギー密度の適正管理でポロシティを最小化できる。低すぎるとLOF、高すぎるとキーホール。
- 疲労強度重視・圧力部品にはHIPが最も確実な対策。閉じたポロシティをほぼ完全に除去できる。
- HIPは開口ポロシティには効かない。表面に繋がった空孔は前処理(封止)が必要。
- 密度99%でも疲労試験が通らないケースがある。用途に応じたマイクロCTによる品質確認が重要。


コメント